Using a series of process improvements, a foundry in the UK has produced defect-free castings without weld repairs in Inconel 625.
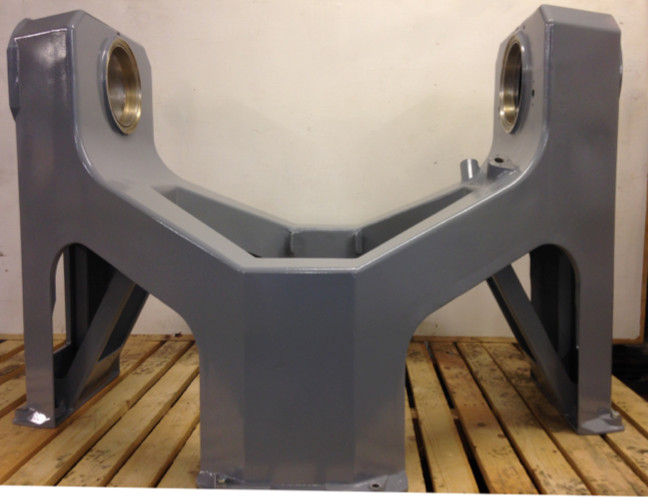
Component
- Valve body, net weight 215kg x 40 off
Alloy
- ASTM A494 CW6MC (Inconel 625)
Customer Requirements
- Achieve radiography and DPI to ASME B16.34
- Zero weld repairs
- Tight timescale
Outcome
- The customer demanded absolutely no welding, which had a dramatic effect on the two primary measures – cost and lead-time. Both measures required development work to achieve a 3-fold improvement to meet the specification. The correct process parameters enabled the contract to be fulfilled relatively quickly. The castings were machined and the valves assembled without any problems.
Challenges
- Inconel 625 is a very difficult material to cast consistently
- A compromise is required between superheat temperature, fill time and metal velocity
Method
- Shrinkage problems were solved with revised Inconel 625 data sets from MAGMA simulation software and new high energy density feeder heads from ASK Chemicals.
- Bottom pouring was undertaken from a ladle fitted with a stopper rod.
- The rate of mould fill needed controlling and ingress of air needed to be prevented (difficult with bottom pour systems).
- Velocity and pressure characteristics of the running system were calculated and several trials were undertaken to establish a geometry that produced a fully choked system thus preventing any further ingress of air whilst allowing a constant mass flow rate to fill the mould in an acceptable time.
- Twin swirl ingates incorporating filters were used to provide a low turbulence entry to the casting.
- A size of choke was selected that balanced the pouring pressure in the downsprue to the pressure loss through the running system, ingates and mould fill. The pressure loss characteristics of the successful running system were incorporated into an in-house flow model, which has been subsequently integrated into the foundry’s running system design process.
- Once the metal had entered the mould cavity, flow velocity and turbulence were analysed using MAGMA and the ingates were positioned to ensure that the entire fill was as smooth as possible.