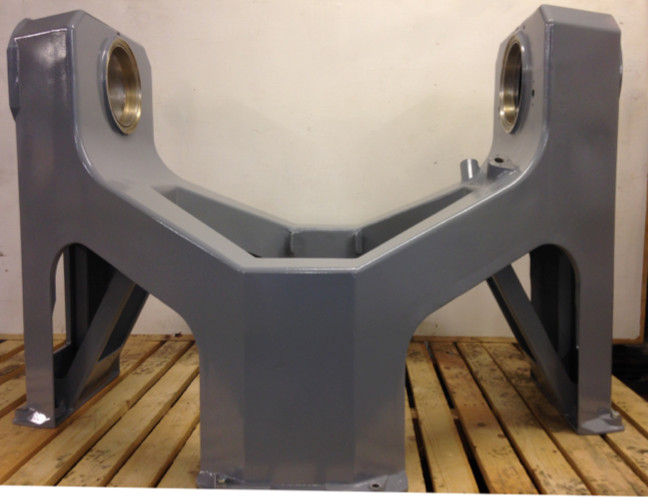
The conversion from a fabricated and welded assembly to a ‘never been done before’ aluminium casting enabled Sarginsons Industries, based in the UK, to satisfy a world-leading automotive company’s desire to launch a new concept vehicle.
Component
- Front sub-frame for a Jaguar Land Rover L551 21MY
- Weight: 18kg; Dimensions: 1000mm x 500mm x 250mm
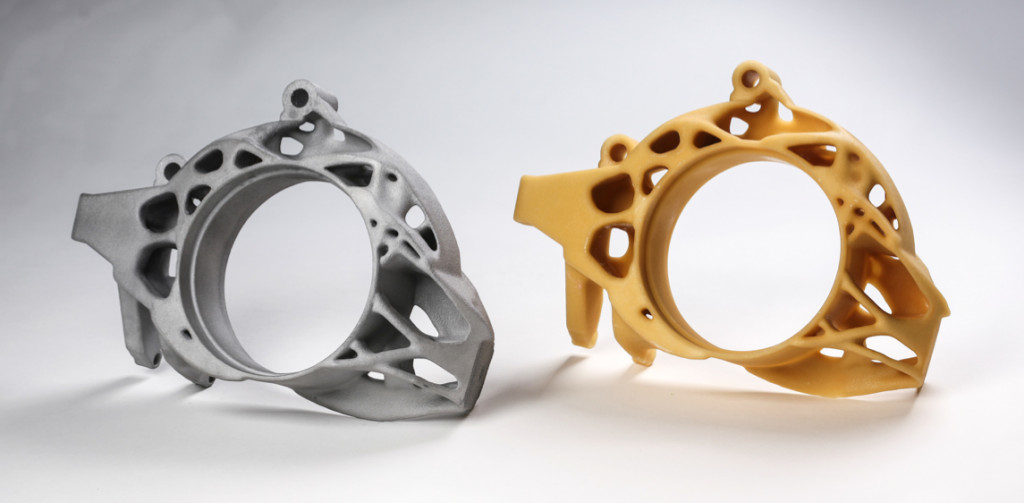
Alloy
- Aluminium A356-T6
Customer Requirements
- An aluminium solution to meet a commitment to increase aluminium components in JLR chassis
- Strict time constraints to prevent holding up build and launch of new vehicle
Outcome
The foundry delivered a component that had never been produced before in this way and it moved forward production of JLR’s L551 prototype. The mechanical properties achieved surpassed the customer’s requirements. To date around 500 parts were produced for the L551.
Challenges
- Required mechanical properties for safety critical part
- 250 prototypes built on a 12-week delivery programme, commencing six weeks from receipt of a CAD model
Method
- Collaboration with renowned pattern manufacturer.
- Development of a three-part pattern design to feed the component in a counter gravity process and maintain fully pressured in-gate filters.
- Patterns delivered in three weeks.
- Identified any sub-surface defects which were of key concern to customer.
- Once cast, the sub-frame was T6 heat-treated and controlled following precipitation, using dedicated fixtures, designed and utilised to ensure the component remained ductile and straight, prior to age hardening.
- Dedicated rigs were created to enable each subframe to be non-destructive tested in liquid die penetration tanks.
- The subframes were machined off site at a company previously used and respected by the foundry.