Where British casting expertise comes together
Castings are at the heart of modern life, enabling the manufacture of complex, high-performance components in virtually every industrial sector, combining strength, precision and efficiency in a single process.
The CMF represents the UK foundries and suppliers at the forefront of this remarkable industry. If you’re looking to source castings or partner with suppliers to the industry, explore our directories to connect with CMF Members representing the Best of British Casting:
Castings keep the world moving
Castings are fundamental to modern life. From cars and aeroplanes to wind turbines, rail, pumps and valves, cast metal components are used in countless industrial applications, everyday household products, and even specialist art castings.
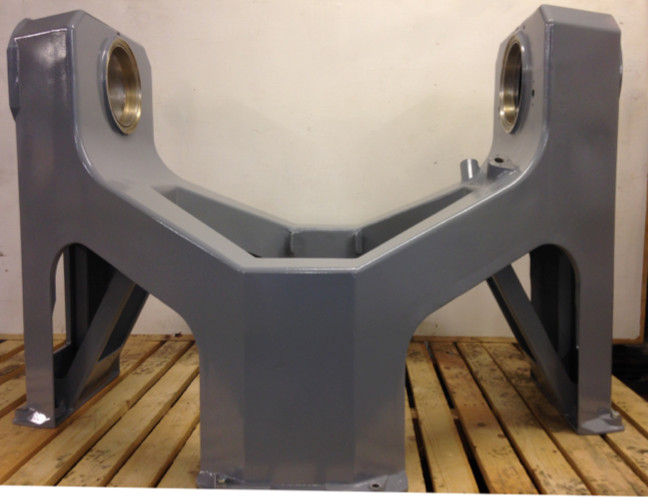
Casting is the process of forming a component by pouring molten metal into a mould that contains a hollow cavity in the desired shape. Once the metal cools and solidifies, the finished part (the casting) is removed.
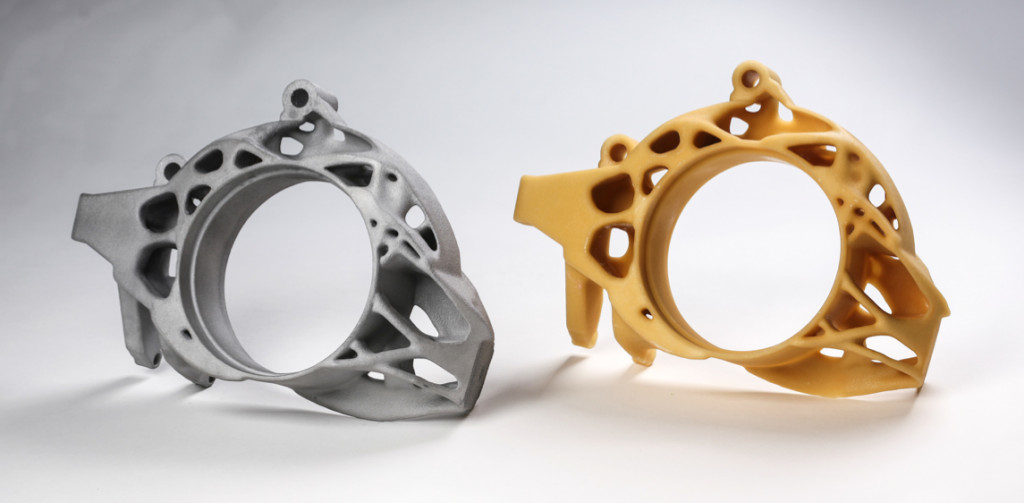
One of the key benefits of casting is that it can create complex shapes as a single piece, often reducing the need for machining, fabrication and assembly – while improving efficiency, consistency and performance.
In this way, UK foundries support a wide range of industries throughout the global economy including automotive, aerospace, rail, defence, power generation, consumer goods, medical, marine and more.
A vital part of the circular economy
The metal used in casting has often been reprocessed from scrap, helping to turn recovered material into valuable new components that can be used again and again.
As such, the industry plays a vital and enduring role in the circular economy.
Foundries use a range of specialist casting processes depending on the metal, size, complexity and quantity required. On this page we outline the benefits and opportunities of the most widely used methods, and illustrate with award-winning and best practice cast studies.
For more information on casting and the UK casting industry, please contact the Cast Metals Federation on the details at the bottom of this page.