A UK foundry, Finecast Foundry Ltd, produced an extraordinary stabilised antenna platform as a lightweight cast component – converting the part from a fabrication has reduced weight and increased strength.
Component
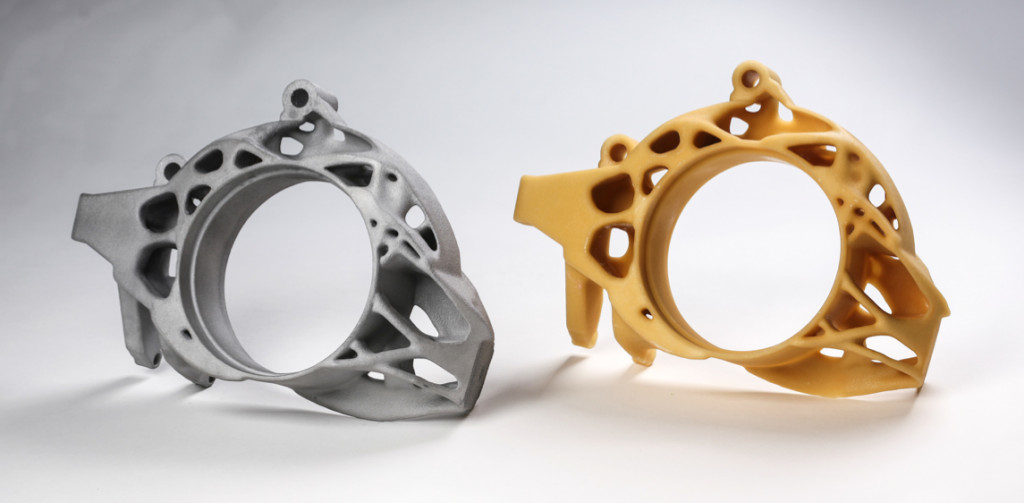
- Lightweight stabilised antenna platform main frame, 80kg (casting), 63kg (finish machined) for use in the naval surveillance market
- Dimensions 1415mm (length) x 1055mm (width) x 965mm (height) Nominal wall thickness of 5mm
Alloy
- Aluminium BSL169 (A357 T6)
Casting Process
- Gravity poured precision sand casting
Customer Requirements
- The creation of a smaller, lighter, stiffer and stronger radar self-stabilising main frame
- Improve quality
- Reduce lead time to market to meet quality ISIR requirements
- Reduce costs
- Reduce weight of component
Previous Part
- Fabrication
Outcome
- From the original concept meeting, delivery of the tooling and first main frame cast was achieved in four months. Thus lead time was greatly reduce compared the fabrication methods.
- The initial main frame and other castings were right first time, and successfully completed the first assembly and static simulation tests without problems.
- The total project assembly weight targets were as designed, and lighter than fabrications for carrying the same antenna payload. Only minor machining adjustments have been made to the project.
- The casting option has proven to maintain dimensional repeatability.
- The lighter weight frame has achieved increased stiffness and strength, compared to heavier fabrications.
- The achievement of thin wall casting dimensions, that are not traditionally considered able to be cast in sand, can now be produced in a precision sand foundry process.
Challenges
- Low wall thickness for the size of the casting, with no draft allowances
- The calculated modulus was 2.9mm, on a par with casting a 5mm plate (2160 x 2160mm with holes)
- Fill distances, T section rules, solidification times, non turbulent flow and mould space were significant factors
- Because of the physical size of the tooling, cope and drag 2.2 x 2.2m moulds, restrictions of taper, a total of 33, multi loose piece core boxes had to be manufactured in a short lead time.
- Being a multi core assembly, it is essential that the foundation (drag) is maintained as flat as possible.
- The main frame and roll frame required in line boring together.
Method
- To complete delivery in time, the project utilised two patternshops working from one CAD reference model.
- Additional hand ladle capacity was added to complete the required quantity of 450kg of metal.
- For reduction of quench distortion after solution, the casting was heat treated with the running system still attached minus risers.
- The final finished casting was anodised/anocromed, painted and delivered to the customer for assembly.